
Le montage des kits laiton
Pour un amateur désirant se lancer dans la passionnante activité du montage des kits en laiton, l'assortiment complet de l'outillage nécessaire pourra comprendre :
- un cutter à lames sécables, pour l'égrappage des petites pièces,
- une pince coupante diagonale à raz, pour l'égrappage, la coupe des fils de laiton et de maillechort (Ne pas utiliser pour couper la corde à piano ou l'égrappage des pièces bronze),
- une pince à cambrer ayant un bec rond fin et un bec concave permettant le cambrage et la mise en forme des fils,
- une pince à becs plats et courts d'usage général,
- une pince à becs 1/2 ronds coudés, pour la mise en forme de petites pièces,
- une brucelles à becs droits effilés, pour la prise et le maintient des pièces,
- une brucelles à becs coudés 1/2 ronds, pour la prise des petites pièces et le positionnement dans les endroits difficiles,
- une brucelles à becs auto-serrant croisés, pour le maintient des pièces,
- un jeu de mini serre-joints, une troisième main et quelques pinces à linge en bois,
- un petit étau de précision,
- un jeu de limes et rifloirs, pour les ajustages,
- une drille à main, une mini perceuse, un jeu de forets, d'équarrissoirs et un polissoir en fibre de verre,
- un jeu de fer à souder de différentes puissances adaptés aux travaux à réaliser: 35, 60, 100 et même 150 ou 200W pour les modèles en 0, ainsi qu'un petit chalumeau à gaz,
- un réglet, un pied à coulisse, des ciseaux et une équerre à chapeau
Les différentes pièces constitutives d'un kit laiton
Deux grandes familles de pièces entrent dans la composition d'un kit.
Tout d'abord, les pièces en laiton ou en maillechort photogravé. Livrées en planches, elles sont clairement repérées et numérotées. Les pièces les plus difficiles à mettre en forme devront systématiquement être livrées pliées ou roulées, comme la caisse du tender, la cabine ou la chaudière. Les pièces restant à plier sont alors munies au dos d'un léger trait de gravure facilitant ainsi l'opération de mise en forme.
Les pièces de volume en moulage de bronze représentent la deuxième famille de pièces, complétée par toute une quincaillerie de roues, vis, ressorts, paliers et pièces diverses.
La première opération à effectuer à la réception d'un kit est le pointage et la vérification de ces pièces.
L'organisation du travail
Une fois ces opérations de vérification terminées, la meilleure solution consiste à utiliser une boite à cases multiples fermant efficacement pour assurer le classement, le rangement et la protection du kit en cours de montage.
L'égrappage des pièces photogravées
Cette opération s'effectue de préférence sur une plaque de coupe. Ces plaques en caoutchouc synthétique ont la particularité de s'ouvrir en surface au passage de la lame et de se refermer aussitôt évitant ainsi l'usure prématurée de la lame et en conservant une surface de travail propre.
L'emploi d'un disque à tronçonner n'est pas à conseiller, notamment à cause des risques de dérapages de l'outil sur la planche de laiton, de perte de pièces due aux vibrations, et de casse du disque.
L'égrappage des pièces bronze
L'égrappage des pièces bronze pouvant être assez sportif, il est nécessaire de prévoir une solide pince coupante. N'utilisez jamais pour cette opération la petite pince qui vous sert à couper vos fils de laiton pour les mains courantes et les tuyauteries, elle serait alors irrémédiablement détériorée.
Le perçage
Normalement, les travaux de perçage sur les pièces photogravées sont limités à la reprise éventuelle des trous venant de gravure. Dans ce cas l'opération sera réalisée avec un petit mandrin à main en utilisant un équarrissoir. En cas de perçage réel, il est préférable d'opérer avant la mise en forme de la pièce et d'utiliser la mini perceuse, bien en appui sur une petite planchette de bois servant de martyr. Il faut au préalable marquer très légèrement l'emplacement du trou avec un petit pointeau ou une pointe à tracer.
Le pliage
En règle générale, et sauf indication contraire clairement indiquée par la notice, la mise en forme des pièces s'effectue toujours trait de gravure à l'intérieur du pli.
Il est particulièrement important de plier la pièce en une seule fois sur toute sa longueur, afin d'éviter de marquer et de déformer l'ensemble. Pour cela, maintenez la pièce entre les mors d'un étau en laissant le V du trait de pliage libre et plier avec une cale de bois dur ou un réglet d'acier. N'oubliez pas l'effet ressort du métal qui a toujours tendance à revenir légèrement. Il faut alors plier de 4 ou 5° de plus que la valeur désirée.
Attention aussi à ne pas plier et déplier la pièce sous peine de voir le métal se couper. Si toutefois vous aviez à réaliser une telle opération de reprise d'un pli, procédez au préalable à un recuit du métal.

Pas de limage sans immobilisation préalable de la pièce à travailler. Et on ne lime jamais une pièce en la tenant dans la main ! Selon la forme ou la nature du métal, il faut prévoir un petit étau d'établi, en recouvrant les mors avec des protections en caoutchouc pour les pièces les plus fragiles.
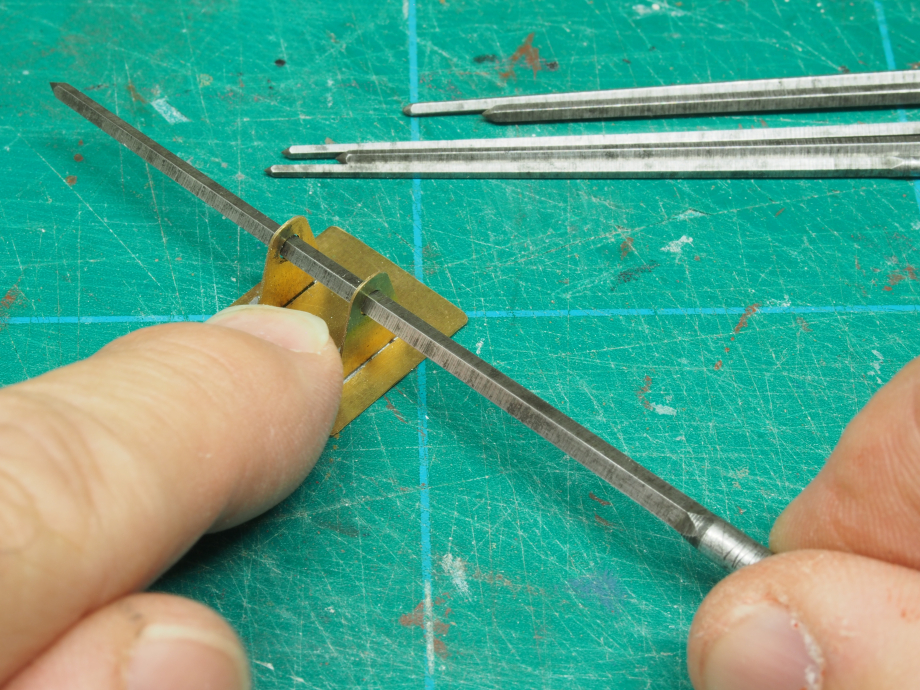
La reprise d'un perçage venant de photogravure est nécessaire afin d’éliminer les micros bavures coupantes que cette technique engendre. Cette opération sera réalisée avec un équarrissoir monté dans un petit mandrin à main.
 Assortiment complet de tourne à gauche, porte filière, tarauds et filières pour filetage métrique de M 1 à M 3,5. Ces outils sont chers et extrêmement fragiles. L'utilisation de coffrets spéciaux de protection à mousse alvéolées n'est pas un luxe.
Assortiment complet de tourne à gauche, porte filière, tarauds et filières pour filetage métrique de M 1 à M 3,5. Ces outils sont chers et extrêmement fragiles. L'utilisation de coffrets spéciaux de protection à mousse alvéolées n'est pas un luxe.
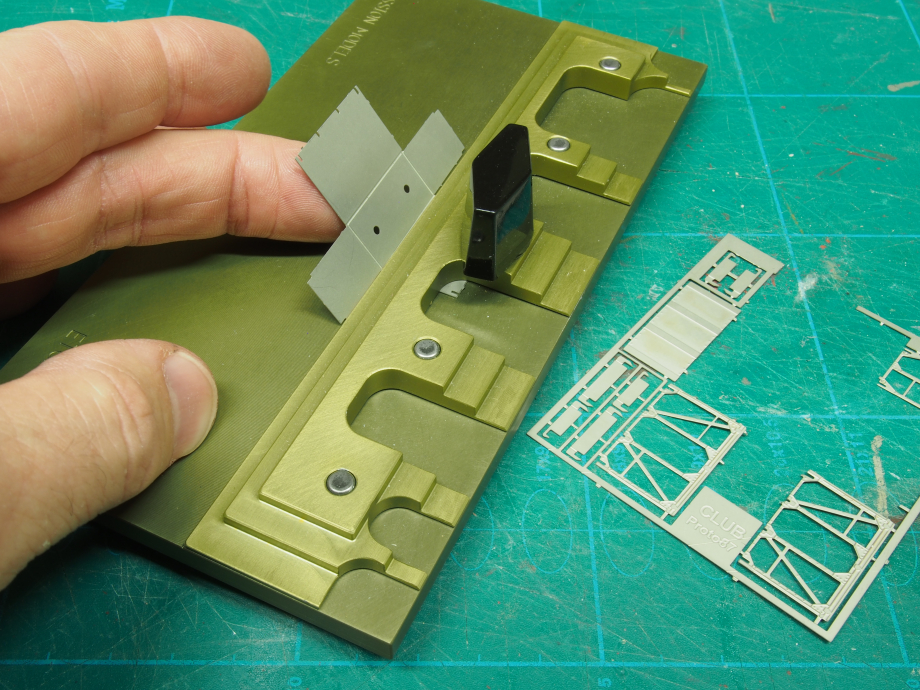
Lors des opération de pliage, Il est particulièrement important d'opérer en une seule fois sur toute la longueur de la pièce à traiter, afin d'éviter de la marquer ou de la déformer. L'utilisation d'une plieuse est pour cela fortement recommandée.

A défaut de plieuse, on peut se contenter de maintenir la pièce entre les mors d'un étau et de plier avec une cale de bois dur ou un réglet d'acier. Quoi qu'il en soit, il ne faudra pas oublier l'effet ressort du métal qui a toujours tendance à revenir légèrement. Il faut alors plier de 4 ou 5° de plus que la valeur désirée.