
Les outils du mécanicien
La constitution d'un atelier de mécanicien sera bien différente s'il s'agit de considérer un amateur souhaitant simplement faire rouler ses trains achetés dans le commerce et vérifier préalablement la conformité de son matériel avec les normes en vigueur, d'un monteur de kits laiton ou enfin d'un constructeur se lançant dans la réalisation de toutes pièces de la locomotive de ses rêves.
La mise aux normes du matériel et son entretient
Le matériel européen acheté aujourd'hui dans le commerce répond parfaitement aux normes de circulation édictées par le MOROP sous la classification NEM.
Ces normes garantissent les dimensions des profilés de rail, la géométrie des cœurs d'aiguillages et les écartements des contre rails ainsi naturellement que la géométrie des roues et de leur écartement dos à dos.
S'il est délicat d'intervenir sur les caractéristiques de la voie que l'on peut considérer comme une donnée invariable sur un réseau, il n'en est pas de même avec les essieux.
Et la première des choses à faire consiste à vérifier la valeur de l'écartement des roues dos à dos. Pour cela, l'utilisation d'un pied à coulisse est obligatoire.
Cette vérification systématique se fera pour l'ensemble du matériel en circulation sur le réseau. Même quand il est neuf à la sortie des boites ! Et il ne s'agit pas d'un luxe inutile : sur 25 ou 30 wagons contrôlés, 1 aura le calage d'une roue hors tolérance. Cela conduira au mieux à un à-coup au passage du cœur des aiguilles, au pire à un déraillement intempestif, de temps en temps, pas à chaque passage : agaçant !
Il faudra alors modifier ce calage en faisant appel à des outils de style extracteurs. Les firmes NWSL ou l'OCTANT en proposent de parfaitement adaptés à nos besoins.
Autre point à contrôler sur le matériel, sa masse. Pour cela, un simple pèse lettre suffira. Vous constaterez bien souvent qu'il sera nécessaire d'ajouter quelques grammes de lest : des grains de plomb disponibles dans les magasins de pêche seront parfait pour cet usage et seront collés à l'araldite.
Toutes ces opérations exigent souvent de maintenir le matériel « roues en l'air ». Utilisez alors des berceaux en mousse adaptés pour éviter tout risque de basculement éventuel du matériel et les dégâts que cela pourrait entraîner.
Pour finir, pensez à une petite burette à huile afin de graisser les délicates mécaniques de vos locomotives.
 Qui dit mécanique dit pied à coulisse. On en trouve de classiques, à vernier gradué sur lequel se fait la lecture, à cadran ou encore à affichage digital. Dans ce cas, plus besoin de réfléchir, la cote s'inscrit elle-même !
Qui dit mécanique dit pied à coulisse. On en trouve de classiques, à vernier gradué sur lequel se fait la lecture, à cadran ou encore à affichage digital. Dans ce cas, plus besoin de réfléchir, la cote s'inscrit elle-même !
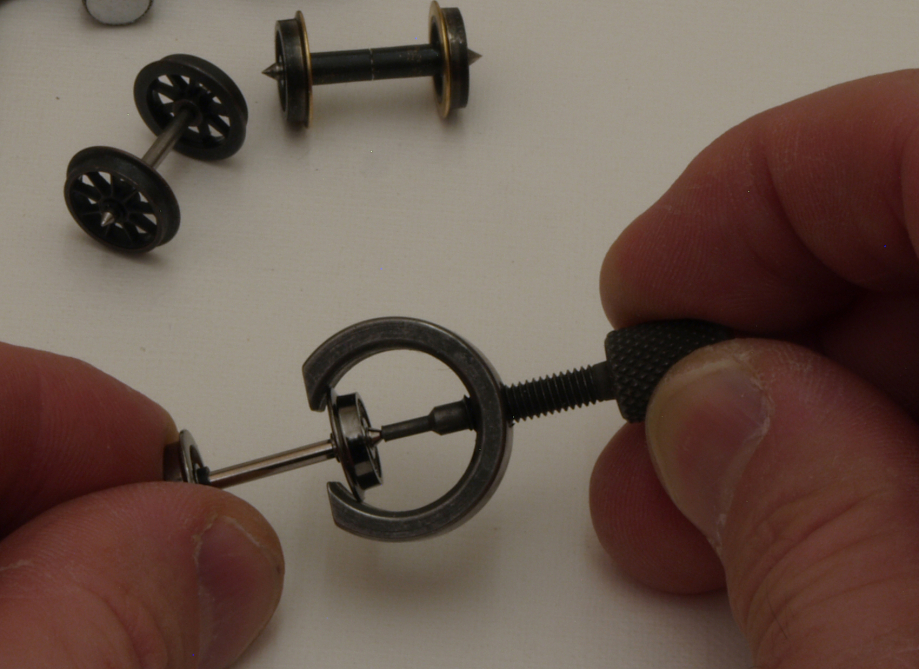 La mise à la cote de calage des roues se fera à l'aide de l'outil PULLER NWSL ou d'un simple extracteur l'Octant par exemple. Il s'agira de procéder avec prudence, en contrôlant le plus souvent possible le résultat jusqu'à obtenir le calage souhaité en fonction des normes adoptées sur le réseau.
La mise à la cote de calage des roues se fera à l'aide de l'outil PULLER NWSL ou d'un simple extracteur l'Octant par exemple. Il s'agira de procéder avec prudence, en contrôlant le plus souvent possible le résultat jusqu'à obtenir le calage souhaité en fonction des normes adoptées sur le réseau.
 La pesée du matériel se fait à l'aide d'un pèse lettre à affichage digital. On est souvent surpris des écarts qui existent entre les préconisations des normes NEM et la réalité. N'hésitez donc à lester vos wagons surtout quand il s'agit de matériel issus de kit laiton, comme ce wagon, beaucoup trop léger malgré sa composition « tout métal » !
La pesée du matériel se fait à l'aide d'un pèse lettre à affichage digital. On est souvent surpris des écarts qui existent entre les préconisations des normes NEM et la réalité. N'hésitez donc à lester vos wagons surtout quand il s'agit de matériel issus de kit laiton, comme ce wagon, beaucoup trop léger malgré sa composition « tout métal » !
L'ajustage : les limes et rifloirs
Les limes et rifloirs sont les principaux instruments du nécessaire travail d'ajustage. Il en existe une très grande variété, et le choix d'un modèle dépend avant tout de la forme de la pièce et du stade d'avancement du travail à réaliser, ébauche, semi finition, finition.
Il est donc indispensable de se constituer un jeu de limes, choisies pour ce qui nous concerne dans la catégorie des limes aiguilles ou de précision.
La taille de limes
Les limes sont essentiellement caractérisées par leur taille qui indique leur capacité à enlever de la matière.
On choisira une taille 0 pour l'ébarbage des pièces et le dégrossissage; une taille 2 pour les travaux intermédiaires et une taille 4 pour les travaux de finition.
La forme des limes
Les limes sont disponibles sous différentes formes, toutes adaptées à un type de travail bien particulier.
- Lime pilier ou plate, d'usage général pour surfaces planes.
- Lime d'entrée, dont l'extrémité allant en s'effilant sert à l'élargissement des fentes.
- Lime barrette, de même usage que la lime d'entrée mais dont une seule face est dentée.
- Lime demi ronde, possédant un côté plat d'usage général, et un côté arrondi pour l'exécution de profils concaves.
- Lime feuille de sauge, possédant deux côtés arrondis pour l'exécution de profils concaves.
- Lime ronde ou queue de rat, dont l'extrémité allant en s'effilant sert à l'élargissement des trous.
- Lime tiers point, triangulaire pour limer les angles.
- Lime couteau, triangulaire pour angles de moins de 60°.
- Lime carrée, pour rainures et angles droit.
Les rifloirs quant à eux, sont des outils assez méconnus des modélistes mais qui rendent pourtant d'inestimables services. Ce sont en fait des limes, dont chaque extrémité possède une zone de travail courbe et effilée permettant d'accéder aux endroits les plus difficiles.
Le limage.
La précision du limage, est d'autant plus grande que la pièce à travailler est correctement immobilisée.
On ne lime jamais une pièce en la tenant dans la main. Selon la forme ou la nature du métal, il faut prévoir un petit étau d'établi, ou pour les pièces plus fragiles, un étau pince en bois. Une simple pince à linge maintenue dans un étau d'établi peut parfaitement remplir cette fonction.
La lime est tenue horizontalement, des deux mains, sans mouvements de balancement qui risquent de marquer la pièce.
Le mouvement de coupe vers l'avant est accompagné d'une pression constante, tandis que le mouvement de retour se fait sans pression.
L'entretient des limes.
Les limes s'encrassent naturellement en retenant les copeaux et doivent donc être régulièrement nettoyées à l'aide d'une brosse métallique.
Mais il faut surtout veillez à ne pas les laisser rouiller, au risque de perdre toute efficacité, ce qui peut arriver très rapidement après projection de flux de soudure par exemple.
Dans ce cas, après lavage, protégez vos limes avec un produit genre NOXYDOL.
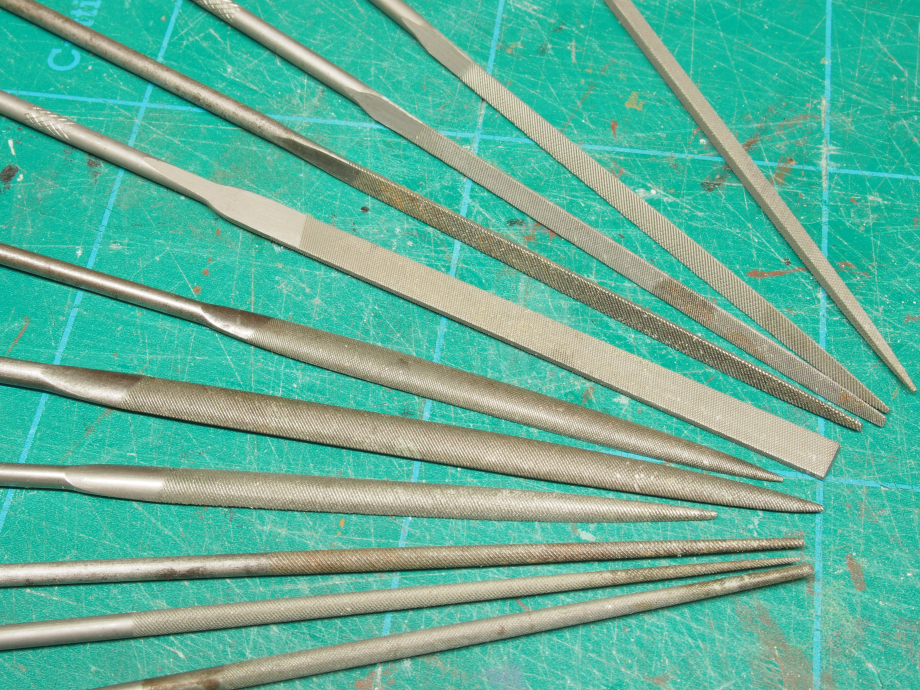
Une lime seule ne peut satisfaire tous les besoins. Il faudra en constituer un jeu complet de différentes formes, pilier ou plate, d'entrée, barrette, demi ronde, feuille de sauge, ronde ou queue de rat, tiers point, couteau ou carrée, et ce dans différentes tailles, valeur indiquant leur capacité à enlever de la matière.

Assortiment de rifloirs. Ce ne sont ni plus ni moins que des limes dont les extrémités possèdent une zone de travail courbe et effilée permettant d'accéder aux endroits les plus difficiles. Très pratique.

Les équarrissoirs sont des outils permettant la reprise et l'ajustement des perçages. Ils sont constitués d'une sorte de cône à facettes permettant un ébavurage précis. Il sont extrêmement utiles pour le montage des kits en laiton. Un jeu complet comprendra plusieurs modèles de tailles croissantes.

Les limes s'encrassent en retenant entre leurs dents de fines particules des matériaux travaillés et parfois très vite comme avec le métal blanc par exemple. Aussi convient-il de les débarrasser régulièrement de ces éléments. Pour cela, un simple brossage à la brosse métallique suffit.

La rouille représente un danger mortel pour les limes. Et cela peut arriver très vite en cas de projection de flux de soudure acide. Il ne faut pas hésiter alors à laver les limes avec un antioxydant type NOXYDOL par exemple.
L'atelier de rêve du constructeur miniature
Dans les années 1950 - 1960 - 1970, lorsqu'un amateur souhaitait telle ou telle machine ou un wagon de type bien particulier, il n'avait d'autre choix que de le construire lui même !
Pas tout à fait de toutes pièces d'ailleurs, car il existait dans le commerce toute une offre de roues, pièces d'accastillage, cheminées, dôme, porte de boite à fumée, ainsi que des moteurs qui représentaient une aide extrêmement précieuse en la matière.
Les colonnes de Loco Revue regorgeaient d'ailleurs de plans détaillés et d'articles développant sur plusieurs numéros de telles constructions. Comment ne pas rêver à la lecture des articles de Guy Boileau publiés en 1971 présentant la construction de sa 242 AT PLM ?
Dans ces conditions, l'achat d'un tour était quasiment obligatoire !
Aujourd'hui, quelle machine n'a pas déjà été reproduite, parfois en double, triple ou quadruple par des fabricants concurrents. Le problème pour l'amateur est de choisir la meilleure, plus de la construire.
Cependant, il n'en reste pourtant pas moins vrai que cet exercice reste une incomparable source de satisfaction. La dernière frontière en quelque sorte !
Et pour l'amateur adepte de cette forme ultime du « moins, mais mieux » si cher à Yann Baude, point de salut sans un tour, et si possible une fraiseuse.
Ces machines se sont d'ailleurs très largement démocratisées puisqu'on en trouve d'adaptées à notre usage de modéliste pour des prix allant de 500 à 1000 €. Attention cependant, ces tarifs sont toujours donnés hors outillage de service. Et l'outillage coûte cher dans ce domaine et peut très rapidement plus que doubler la mise de départ.
Mais on peut avantageusement se rabattre sur l'achat d'occasion de machines plus professionnelles.
Quoi qu'il en soit, outre les traditionnels tours et fraiseuses, l'amateur constructeur pourra s'équiper d'un nécessaire à photogravure, comprenant banc d'insolation des plaques de laiton et bac de gravure ; d'une rouleuse pour mettre en forme les tôles et d'une centrifugeuse pour la coulée du métal blanc, complétée de son indispensable four. Pour tous ces équipements, une visite dur le site de Micro-Modèle s'impose, voir l'adresse en fin d'ouvrage.
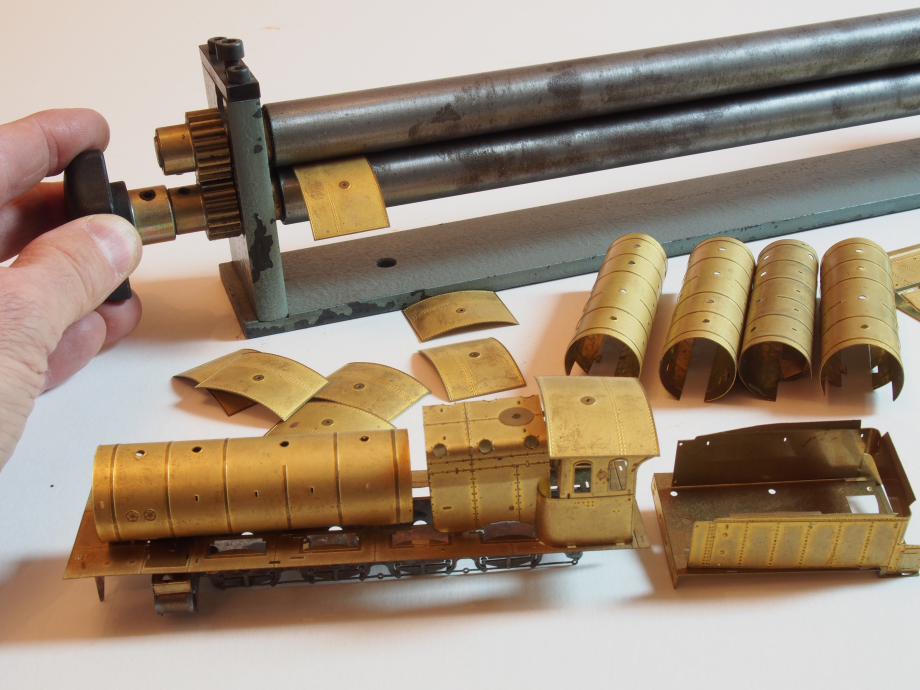
Graver ses pièces, c'est bien, mais pas suffisant. Livrées à plat, les chaudières, toitures d'abris ou foyers devront encore être mis en forme, pliés ou roulés... Ici cette rouleuse est en train de traiter les éléments d'une future série de 140 B ex PO...

L’inaccessible Graal, le tour. Ici un modèle Schaublin, marque suisse de grande réputation. «Le prix s'oublie, la qualité reste» si l'on en croit Audiard ! Ce peut être ça aussi, le plaisir du modélisme, savoir maîtriser un bel outillage et en prendre soin.

Sans forcément vouloir construire la totalité de son matériel, la simple mise au norme des roues, passant des NEM au PROTO par exemple, exige un travail de reprofilage des essieux, impossible à réaliser sans un tour. Ici, la roue est prise dans une pince au diamètre adapté.
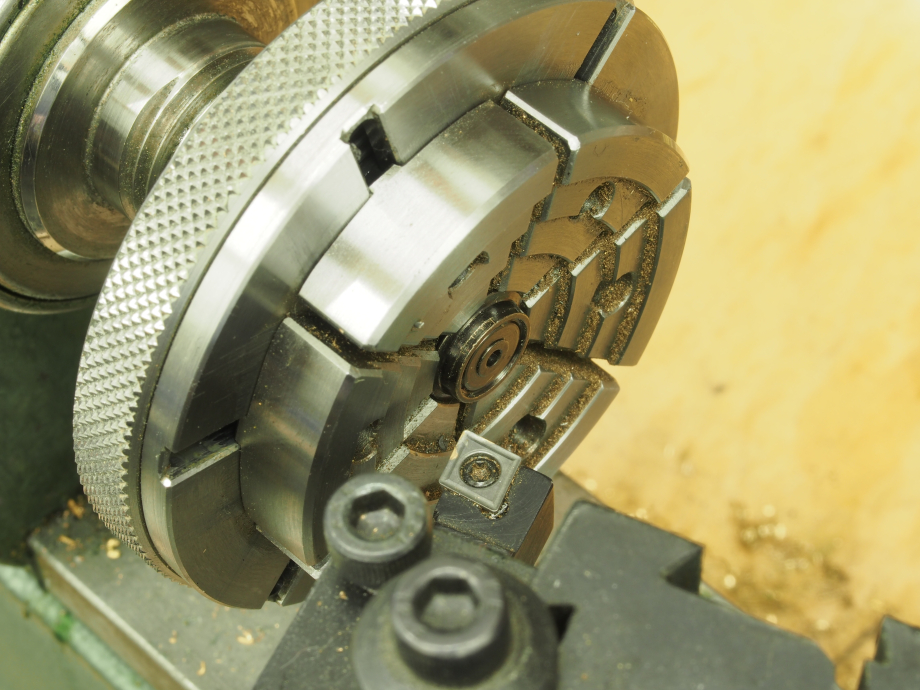
Ce mandrin 6 mors permet de traiter tous les diamètres de roues, mais reste moins précis qu'un jeu de pinces adaptées.

L'avantage déterminant d'une fraiseuse par rapport à une perceuse à colonne : la présence d'une table croisée et une gestion des mouvements beaucoup plus précise. Ce type de mini machine est souvent suffisant pour notre usage, mais ne permets pas des travaux trop importants ou précis. Trop faible pour le zéro par exemple.